Overview of SMT Processes for Enhanced Productivity
By Chris Dayney
Surface Mount Technology (SMT) assembly is pivotal in modern electronics manufacturing, where rising demand for compact, high-performance devices requires balancing output with reduced labor and time. Here we outline 5 key strategies – Product Changeover Optimization, Common Material Setups, Non-stop Resupply, Program Optimization, and Monitoring success to eliminate defects – that align with industry best practices for boosting efficiency. These approaches can yield improvements in changeover times and overall equipment effectiveness (OEE). Below, I expand on each area, integrating solutions and insights with validated techniques from recent manufacturing advancements.
1. Product Changeover
Changeover involves switching between products on the production line. The document outlines four methods, each with trade-offs in speed, labor, and efficiency:
- Manual Product Changeover: Involves manually loading programs, adjusting feeders, nozzles, and conveyors at the machine on the production line.
- Pros: Simple for small operations or solo setups; flexible with common configurations to minimize exchanges.
- Cons: Time-consuming and labor-intensive, requiring physical adjustments and program transfers for each machine.
- External (Remote) Changeover: Prepares feeders, parts, and tools offline on carts, trolleys, or pallets. Away or “external” from the production line.
- Key Features: Uses “common setups” for batch preparation; offline power units display feeder status (e.g., red for exchange, yellow for setup, green for ready). Some systems automatically unloads feeders.
- Ideal For: High-mix environments; can eliminate on-line changes if space allows dedicated prep areas.
- Productivity Tip: Schedule-based pre-setup can cut changeover time significantly.
External Offline Changeover

- Automatic Job Changeover: Uses barcode scanning to automate job switches across the line.
- Modes:
- Kanban Mode: Operator scans product ID at the line start.
- Panel ID Mode: First machine reads the barcode and propagates changes.
- Can be used with External Changeover or Batch changeover to streamline Product changes
- Benefits: Reduces manual intervention, speeding up transitions.
- Modes:
Automatic Job Changeover

- Packetized Changeover: Automatic changeover of magazine feeder cartridges are moved by Smart loader and supply loaded feeders into appropriate slots. No operators needed
- Key Features: Uses “feeder cartridge magazines” for batch preparation. Offline kitting station for preparation of Kits to be delivered to the line by Automatic Guided vehicles. SMT machine uses an Automatic Smart Loader to deliver the appropriate feeder to the correct slot.
- Ideal For: High-mix environments; can eliminate on-line changes if space allows dedicated prep areas.
- Productivity Tip: Schedule-based pre-setup can cut changeover time significantly. Automated vehicles and loader systems deliver material seamlessly.
Packetized Changeover

Overall, shifting from manual to automatic methods minimizes downtime, especially in high-volume or varied production.
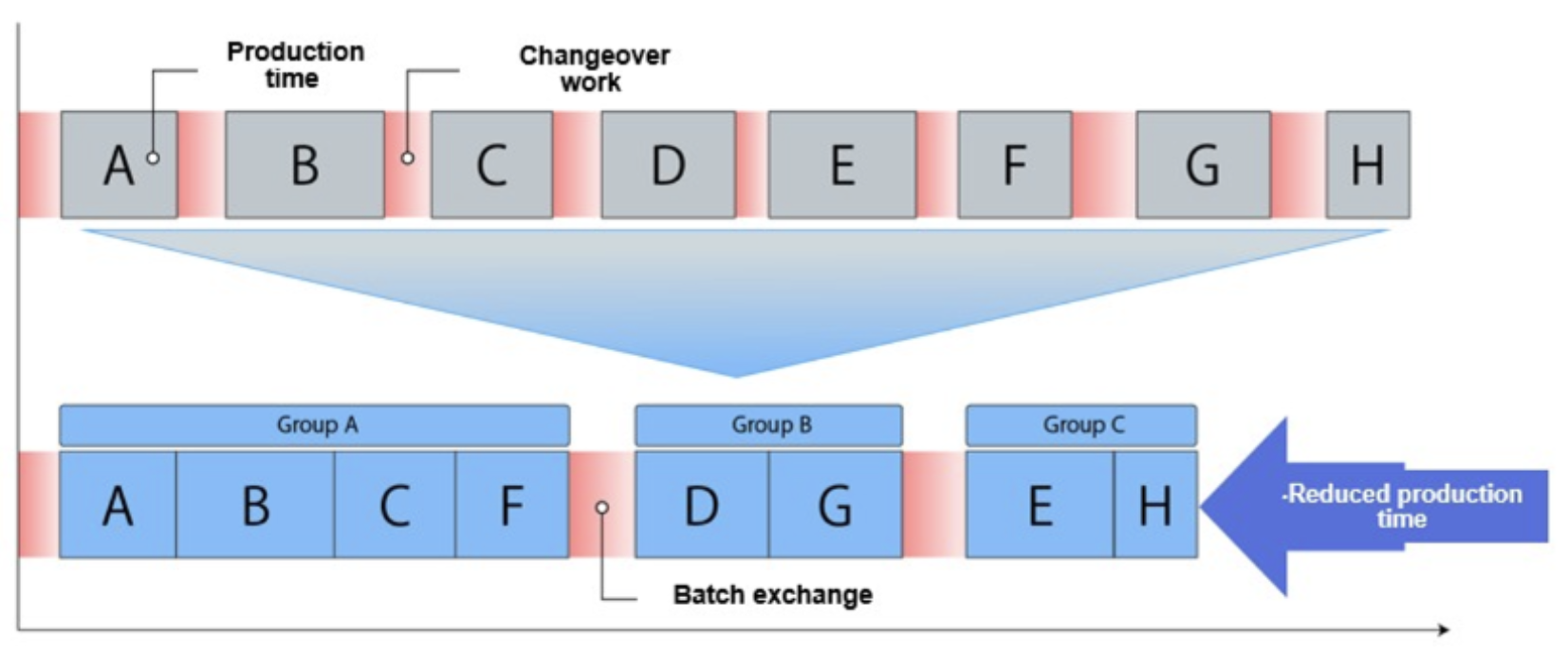
2. Common Material Setups
Grouping jobs by shared components maximizes feeder utilization, slashing changeover frequency while trading minor cycle time hits for overall gains. Using host software provided by the machine manufacturers to merge setups based on part commonality (e.g., % overlap, placement count), prioritizing speed over per-job optimization. Export work orders as CSV for manual merging if needed, aiming for setups fitting machine capacity—e.g., 12 jobs across 3 common groups could boost productivity by ~30%. Example: If there are 12 changeovers at 30 min each changeover, it would use 6 hours of time. If there are 3 changeovers at 30 min each this is 1.5 hours. In this case there is a 4.5 hour reduction in time for changeover using Common setups. That’s more than a 70% reduction in time.
- Benefits: Eliminates part swaps, boosting productivity by 30% or more (e.g., 12 jobs sharing 3 setups). Prioritizes fast changeovers over individual job speed.
- Trade-offs: May slightly increase cycle time due to non-optimal layouts, but balances with optimized placement orders and optimized changeover schedules.
- Creation Methods:
- Use SMT(Machine manufacturers) host software for automatic grouping based on part commonality, placements, or priorities.
- Import work orders for batch optimization; integrate with factory systems if possible.
- Manual fallback: Export to CSV/Excel and merge setups.
- Recommendation: Maximize common parts fitting on the machine to enhance efficiency in mixed-product lines.
Common Setups (Multi Job Line Balancer)
3. Non-Stop Resupply
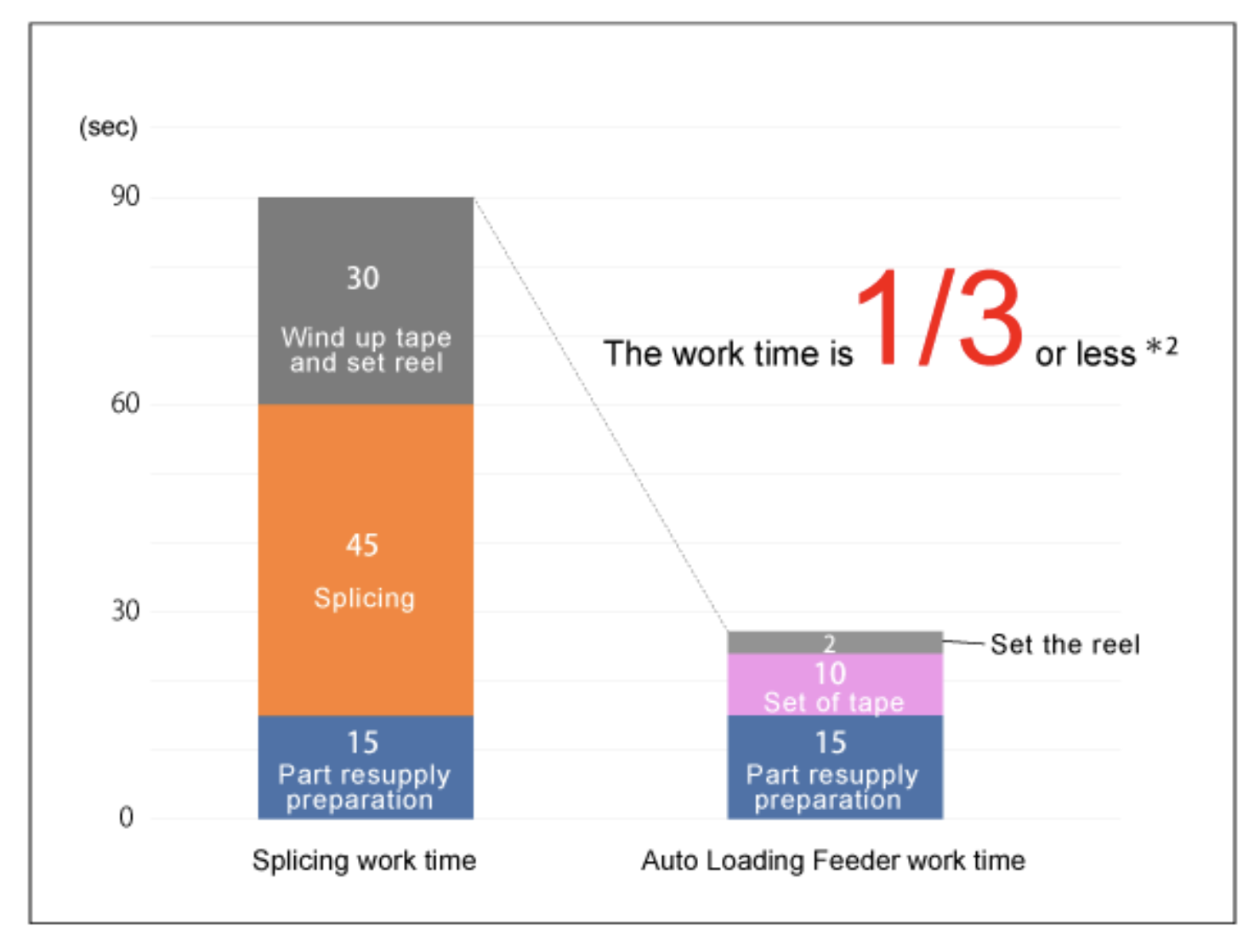
Halting production for replenishment wastes cycles; non-stop methods keep lines flowing. Here we highlight splicing tape/reels (with jigs for precision to avoid jams), dynamic alternate feeders (scanning empty slots for trays/sticks), and machine features like resupply magazines.
Splicing suits tape but risks downtime if imprecise—invest in quality tools. Broader solutions include autoloading feeders which can reduce short stops by 50-70%. Fuji systems exemplify this, combining with AGVs for seamless material flow. For trays/sticks, having access points or doors to enable swapping/resupply parts without pause. Overall, these can lift material uptime to 95%, directly tying to OEE and machine productivity.
Ensures production continues without halting for material replenishment.
- Splicing Tape/Reel Parts: Joins reels to maintain supply.
- Key Features: Seeming Tape/Reel together with Metal or Plastic tape. Requires precise cut and mending to be seamless.
- Pros: Simple non-stop method.
- Cons: Risk of jams if imprecise; requires quality tools/jigs. Limited to tape/reel (not trays or sticks).
- Productivity Tip: Automatic Splicing Units are available to make Splicing simple and fast.
- Dynamic Alternate Feeder (Feeder Anywhere System): Load replenishments in any empty slot; machine auto-locates and switches.
- Key Features: Allows pre-loaded feeder to be placed in any available slot and automatically feed from alternate when supply runs out.
- Pros: Includes trays/sticks; eliminates splicing issues and downtime.
- Cons: Requires spare feeder slot.
- Productivity Tip: Use Dynamic Alternates with returning device to original slot once resupply occurs. This gives the best optimization (cycle time)
- Advanced Features: Look for machines with resupply magazines or doors that allow loading during operation.
- Non Stop Supply – Productivity Impact: Prevents stops, improving flow in continuous runs. Reduce “Parts Out” waiting on resupply.
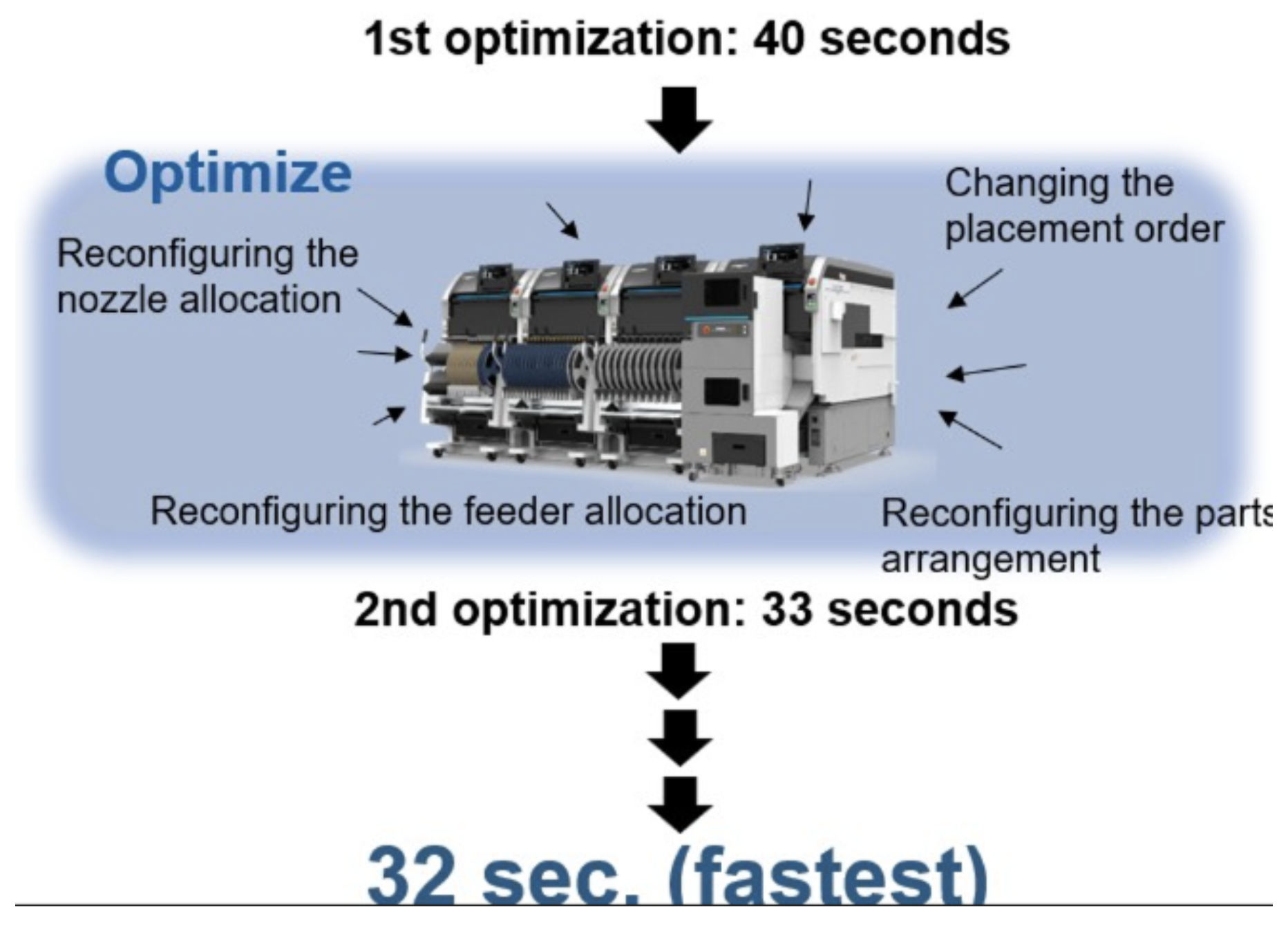
4. Program Optimization
It’s important to Optimize programs to have a balanced line that avoids bottlenecks. Host software drives placement speed, but settings trade-offs (e.g., speed vs. economy) matter. Here we advise prioritizing “productivity” modes, minimizing nozzle exchanges with wide-range tools, and tuning transport/vision parameters. Use supplier algorithms over third-party for insert order accuracy, as they align with machine physics.
Optimizations like reflow profiling and DFT for testability further refine cycles. High-speed mounters with inline AOI detect issues early, cutting rework by 40%. Train operators on settings to sustain gains—e.g., grouping similar components reduces tooling changes.
- Key Decisions: Balance per-job speed (custom nozzles/feeders) vs. changeover speed (common setups).
- Settings to Prioritize:
- Productivity or optimal speed modes.
- Nozzle selection (wide-range to minimize exchanges).
- Transport and vision speeds to avoid slowdowns.
- Tools: Use manufacturer host software for best results as it knows machine algorithms for best results.
- Goal: Achieve highest placements in fastest order without sacrificing overall line performance.
5. Monitoring Success and Eliminating Defects
Real-time analytics via “digital twins” pinpoint bottlenecks (e.g., slowest machine via panel in/out tracking) and enable closed-loop corrections. Using tools for In Process Quality Control can provide time saving on the fly corrections. Tools like Management Monitor shows OEE, Success rates, and bottlenecks. Using a Defect Analyzer for fault prevention can be beneficial in time savings and defect reduction. The document cites OEE, MTBF, LU, and E-CPH as KPIs, with feedback from SPI/AOI triggering auto-adjusts like print offsets or cleaning—reducing defects on the fly.
Visualization of Production Lines: Display of the operation status of all production lines on a single screen. This allows operators to monitor the overall production process at a glance.
Error Notifications: Errors are visualized, prompting operators to respond quickly. Detailed information about errors on specific lines or machines can be accessed, enabling rapid identification and resolution of issues.
Detailed Machine Monitoring: Check the detailed status of individual machines within a production line. This helps in pinpointing the cause of errors and preventing further repercussions.
Predictive monitoring: Systems like the IPQC Expert utilize predictive monitoring to analyze short-term trends and provide guidance for resolving issues before they escalate.
Inline inspections (AOI/SPI) and yield reports (FPY) prevent escapes, while process control (e.g., solder paste monitoring) ensures reliability.
- Metrics to Track: OEE (Overall Equipment Effectiveness), MTBF (Mean Time Between Failures), LU (Line Utilization), E-CPH (Effective Components Per Hour), Bottlenecks.
- Digital Twin Concept: Real-time monitoring of equipment status, productivity, panel flow to spot slow machines. PC based system to recreate the machine conditions in real time(digital twin)
- In-Process Quality Control (IPQC):
- SPI (Solder Paste Inspection) feeds back to printers for auto-corrections (e.g., offsets, cleaning).
- AOI (Automated Optical Inspection) communicates with pick-and-place for adjustments.
- Results: Can reduce defect rates tremendously.
- Benefits: Reduces delays and defects, directly boosting productivity.
Summary and Recommendations
This article emphasizes that in a world of increasing electronics integration, SMT productivity hinges on efficient management of changeovers, setups, resupply, optimization, and monitoring. Implementing these—especially in smart factories—can yield higher outputs with less manpower and time. For simple setups, start with common materials and non-stop resupply; for advanced, invest in automation and data tools. If space or resources are limited, prioritize external pre-setup and software integrations for maximizing productivity.
For more information, contact Chris Dayney, Technical Marketing Manager, at Fuji America Corporation, 171 Corporate Woods Parkway, Vernon Hills, IL 60061; 847-913-0162; E-mail: chrisd@fujiamerica.com; Web site: www.fujiamerica.com